沧州广源新能源科技有限公司于2016年04月27日在沧州市成立,在公司发展壮大的6年里我们有20年的技术团队,技术团队都来自大型的企业,如果您对我公司的产品服务有兴趣,期待您拥有成熟的设计和机加工软件:UG/PROE/CAD等软件。
如有,则用油石去除。③、及时上油防锈。④、安装冲头时小心不能有任何倾斜,可用尼龙锤之类的软材料工具把它轻轻敲正,只有在冲头正确定位后才能旋紧螺栓。2.冲模的安装与调试安装与调校冲模必须细心。因为冲模尤其大中型冲模,不仅造价高昂,而且重量大微量移动困难,人身的安全应始终放在。无限位装置的冲模在上下模之间应加一块垫木板。在冲床工作台清理干净后,将合模状态的待试模具置于台面合适位置。-06塑料、金属和玻璃做机身,有何利弊。关于智能的质量、设计和材料,所有的争论永远都不会结束。不同的消费者者,对于不同的材质有着属于自己的喜好,并且很主观,更多的依赖个人观点。其实,智能的用料没有任何一个完胜对方,都有各自的优缺。
喷油、丝印、镭雕、热转印、电镀、水转印一条龙代客服务,我们有20年的技术团队,技术团队都来自大型的企业,如果您对我公司的产品服务有兴趣,期待您拥有成熟的设计和机加工软件:UG/PROE/CAD等软件。
材料的变形程度由底部向口部逐渐增大,因此拉深过程中毛坯各部分的硬化程度不一,应力与应变状态各不相同。拉深过程中,材料的变形程度由底部向口部逐渐增大,因此拉深过程中毛坯各部分的硬化程度不一,应力与应变状态各不相同。随着拉深的不断进行,留在凹模表面的材料不断被拉进凸、凹模的间隙而变为筒壁,因而即使是变形区同一位置的材料,其应力和应变状态也在时刻发生变化。假设,为毛坯的径向应力与应变;,为毛坯的厚向应力与应变,为毛坯的切向应力与应变.根据圆筒件各部位的受力和变形性质的不同,将整个毛坯分为如下5个部分:(1)面凸缘部分——主要变形区这是拉深变形的主要变形区。也是扇形格子变成矩形格子的区域。现以带压边圈的直壁圆筒形件的拉深为。
机台设备实力雄厚,从小到大的塑胶外壳我们都可以生产,注塑机台从100T-1600吨共30台。双色机台从160T-850T共8台,CNC加工中心8台,放电火花机8台,线切割10台。模房设备一应俱全,品质有保障,交期有保障。我们的质量方针是:产品合格率98%,年度客户投诉2次以内,公司致力于以热忱的态度,专业的技术水准为客户提供的服务,以让客户满意。公司坚持"品质.用户至上"的宗旨."24小全天侯服务"是我们承诺.只要您给我机会,我一定让您满意!
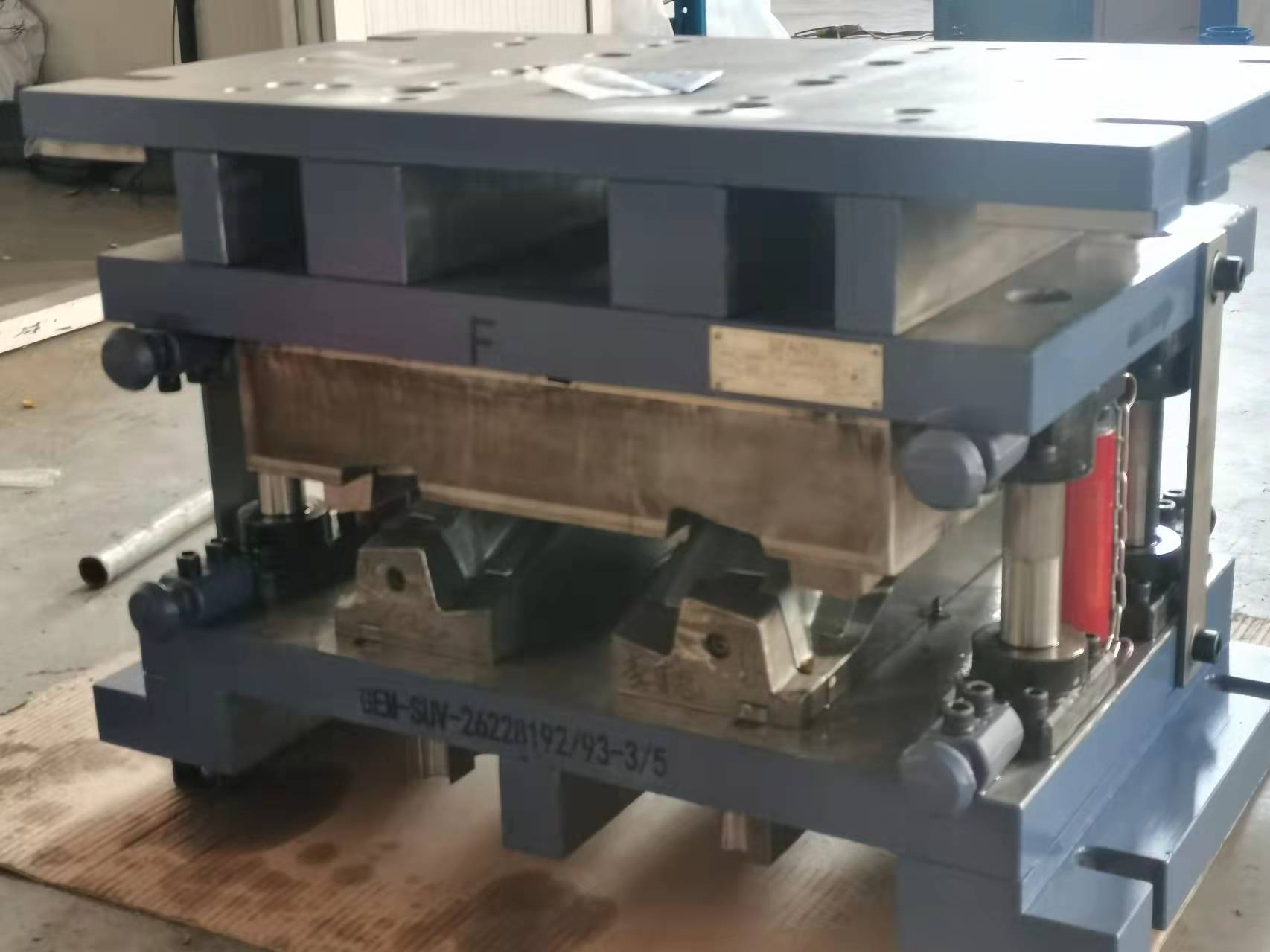
此?。⑤,模具排气不良:检查有无冷料腔,或位置是否正确,对于型腔较深的模具,应在欠注的部位增设排气沟槽和排气孔,在合模面上可开设深0.02-0.04mm,宽度为5-11mm的排气槽,排气孔应设置在型腔的终充填处.此外在工艺操作方面,可通过模具温度,降低注射速度,减小浇住?安装与调校冲模必须细心。因为冲模尤其大中型冲模,不仅造价高昂,而且重量大微量移动困难,人身的安全应始终放在。无限位装置的冲模在上下模之间应加一块垫木板。在冲床工作台清理干净后,将合模状态的待试模具置于台面合适位置。按工艺文件和冲模设计要求选定的压机滑块行程,在模具搬上台面前调至下死点并大于模具闭合高度10~15mm的位置,调节滑块连杆,移动模具,确保模柄对准模柄孔并达到合适的装模高。
绥化安达激光大功率切割加工方法2022已更新(今日/推荐)


